Размеры
Толщина коренного подшипника-вкладыша составляет около 1,5-2 миллиметров. Нужно отметить, что иногда в качестве материалов для производства этой детали может применяться другой состав – вместо меди и свинцово-оловянных сплавов используют специальные сплавы на основе алюминия.
Но стандартизация материалов для изготовления этих изделий отсутствует – каждый производитель изготавливает вкладыш по своим уникальным формулам. Единственное, что объединяет изделия между собой – это стальная лента.
![]()
Практика показывает, что используются следующие размеры слоев при производстве подшипников скольжения. Так, толщина стальной основы составляет от 0,9 миллиметра и более. Основной слой имеет толщину до 0,75 миллиметра. Слой никеля – 0,001. Слой сплава олова и свинца – 0,02-0,04 миллиметра. Оловянный слой — 0,005.
Любые сплавы, использующиеся в производстве, индивидуально подбираются для каждого мотора и рассчитываются, учитывая твердость материалов, из которых изготавливается коленчатый вал. Для повышения ресурса и работоспособности новых или ремонтных моторов рекомендуется применять только те детали, которые советует использовать производитель.
![]()
Чем тоньше коренной подшипник, тем более высокими характеристиками он обладает. Более тонкие изделия гораздо лучше лежат на постели, обладают лучшим отводом тепла, зазоры в них ниже. В современных моторах производители стараются использовать более тонкие подшипники скольжения.
Вкладыш должен быть изготовлен не только из правильно подобранных компонентов. Также очень важна и форма. Дело в том, что для правильного монтажа необходимо, чтобы подшипник имел натяг на диаметре постели коленчатого вала.
Натяг делают не только по диаметру изделия, но и по его длине. Так удается достичь отличного контакта между вкладышем-подшипником и постелью. Для валов диаметром до 40 миллиметров натяг должен составлять от 0,03 до 0,05 миллиметра. Для более крупных валов (70 миллиметров) и выше натяг составляет от 0,06 до 0,08 миллиметра.
В устройстве этой детали также имеется верхняя часть – это крышки коренных подшипников. Они фиксируются болтами или же шпильками на картере двигателя.
![]()
Производится данная деталь, а именно вкладыш, методом штамповки из стальной ленты. Штамп придает детали форму. А затем выполняется обработка торцевых частей и рабочей поверхности. Данная деталь очень точная. Допуск от номинального размера до 0,02 миллиметра на длину и до 0,005 по толщине.
Ремонт коленвала
Ремонт или замена коленчатого вала — процесс трудоемкий. Как правило, он требует практически полной разборки двигателя, осмотра и дефектовки всех его узлов и механизмов. Коленчатый вал снимают и измеряют осевые биения. В случае допустимой выработки поверхности шеек и шатунов коленчатого вала пришлифовывают под ремонтные размеры подшипников. Постель с выработкой тоже подлежит механической обработке с «одной установкой» на специальном станке. Расточка коленвала позволяет установить вкладыш следующего ремонтного размера.
https://youtube.com/watch?v=tevB1eKeeVU
https://youtube.com/watch?v=tevB1eKeeVU
![]() Проточка постели коленчатого вала
Проточка постели коленчатого вала![]() Шлифовка коленчатого вала
Шлифовка коленчатого вала
Размеры шеек имеют ремонтные допуски. Простая шлифовка коленвала не поможет в случае, если износ или повреждения слишком сильные. Коленчатый вал — деталь недешевая, а если речь идет, например, о крупногабаритной сельхозтехнике, сумма будет внушительной. Даже сильно изношенные поверхности трения можно восстановить. Толщина выработки компенсируется с помощью наплавки электросваркой под флюсом, плазменного напыления твердых сплавов, газотермичекого напыления и др. Затем коленвал шлифуется, «доводится» до необходимых ремонтных размеров. Это технологически сложный процесс, его лучше доверить специалистам.
![]() Автоматизированное газо-термическое напыление шеек и балансиров коленчатого вала
Автоматизированное газо-термическое напыление шеек и балансиров коленчатого вала
Качественно выполненное восстановление и шлифовка коленвала может обеспечить 100% ресурса его работы. Следует учитывать, что с увеличением ремонтного размера коленчатый вал может сместиться со своего заводского посадочного места. Потребуется точная установка коленвала с подборкой вкладышей. Коленвал с критическими повреждениями или осевым искривлением придется поменять.
![]() Замер осевых смещений коленвала с помощью щупа
Замер осевых смещений коленвала с помощью щупа![]() Комплект измерительных стальных пластин щупов
Комплект измерительных стальных пластин щупов
Повышенное содержание металлической стружки в фильтре и поддоне указывает на износ пар трения. В таких случаях нужно срочно найти причину образования такой стружки.
Диаметр шеек коленвала можно измерить обычным микрометром. Параметры разбалансировки, биений и осевых люфтов коленчатых валов определяют с помощью специальных индикаторов. Для этого нужно либо разместить вал на специальный стенд или станок, либо установить индикатор с магнитным штативом на блок двигателя. Замер выполняется при вращении.
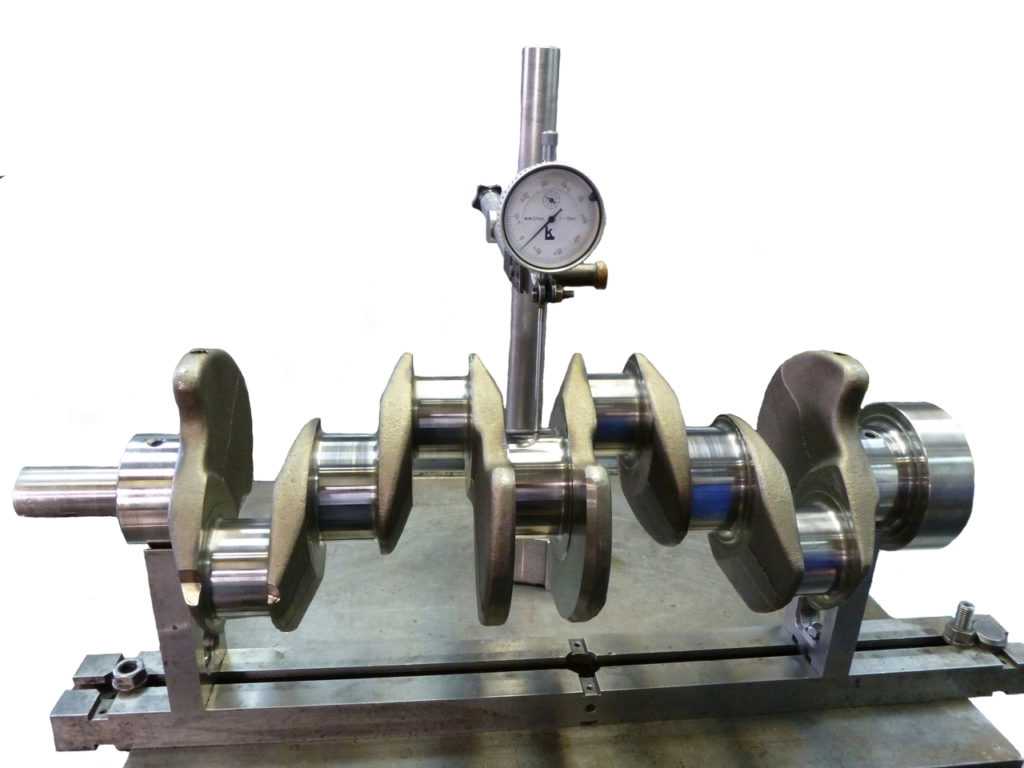 Стенд с установленным индикатором часового типа для замера биений коленчатого вала
Стенд с установленным индикатором часового типа для замера биений коленчатого вала![]() Индикатор часового типа, установленный на блок двигателя
Индикатор часового типа, установленный на блок двигателя
Для определения зазора между шейками коленчатого вала и подшипниками применяют калиброванную пластиковую проволоку и бумажный шаблон со специальной шкалой. Способ довольно прост и доступен. Кусочек проволоки устанавливают на обезжиренную поверхность шейки коленчатого вала. Для ее фиксации можно применить небольшое количество густой смазки. Затем шейка накрывается подшипником и крышкой. Крышки обтягиваются, проволока внутри раздавливается на плоскости шейки (резьбовые соединения нужно затягивать динамометрическим ключом). Болты раскручивают и снимают крышку. Далее остается измерить ширину расплющенной полоски шаблоном. Значение будет соответствовать достаточно точному значению зазора.
![]() Измерение зазоров между шейкой и подшипником с помощью калиброванной проволоки и шаблона
Измерение зазоров между шейкой и подшипником с помощью калиброванной проволоки и шаблона
Шестерня коленвала и ее значение
Когда картер полностью собран, снаружи устанавливается сальник, а затем – шестерня коленвала. Необходима она для того, чтобы через зубчатый ремень или непосредственно через шестерню распределительного вала происходила его синхронизация с работой коленчатого вала. В свою очередь распредвал посредством установленных на нем кулачков с определенной периодичностью открывает и закрывает клапаны газораспределительного механизма (ГРМ). Это необходимо для своевременной подачи в цилиндры ДВС топлива и отвода газов после его сгорания.
![]()
Если используется ременная передача, она попутно охватывает шкив насоса охлаждающей жидкости. К слову, натяжение ремня должно быть строго отрегулировано, для этого предусмотрен специальный ролик. Если у шестерни вдруг обнаружится люфт, проверьте, насколько надежно сидит в своем гнезде шпонка коленвала. Даже после того, как последняя будет вынута, шестерня при натянутом ремне должна сидеть достаточно плотно. Если люфт продолжается, значит, произошла деформация посадочного места, и не остается ничего другого, кроме как поменять вал. То же самое, если разбивает гнездо под шпонку.
![]()
Главная →
Устройство → Двигатель → Коленвал (коленчатый вал) →
Детонационное напыление
Самым перспективным способом восстановления параметров коленвала считается детонационное напыление. В этом процессе разгон потока порошка из бункера накопителя до поверхности происходит за счет энергии взрыва, произведенного внутри газового потока.
Используется детонационная пушка. У нее присутствует с одного конца охлаждаемый водой ствол. Его заполняет газовая смесь, которая при достижении нужной концентрации может взорваться.
В результате взрыва в ограниченном пространстве возникает струя, скорость которой 1000…1200 м/с. При соударении с твердой поверхностью в результате удара в зоне контакта температура повышается до 2000…2200 ⁰С. Происходит мгновенное разогревание зоны контакта, частица образует с телом жесткую связь. Ее крайне трудно разрушить механическим путем. Микросварка соединяет разнородные порошок и стальную поверхность.
Детонационное напыление твердых порошков:
![]()
После «выстрела» производится продувка ствола негорючим газом. Поток попадает не только на ствол, он направляется в зону сварки, охлаждает ее до 20…30 ⁰С. Затем возобновляется процесс. Происходит очередной выстрел. Еще определенное количество порошка подается на наплавку.
Этот способ наплавки (напыления) превосходит по своим параметрам любой другой вариант.
Внимание! Детонационное напыление может осуществляться не только на металлы. Поток порошка приваривается на пластики, керамику, стекло и другие тугоплавкие материалы.. В настоящее время по заказу заинтересованных предприятий может быть спроектировано и изготовлено индивидуальное высокотехнологичное оборудование
Конечно, цена на него может быть достаточно высокой. Высокое качество восстанавливаемых деталей позволит окупить капиталовложения
В настоящее время по заказу заинтересованных предприятий может быть спроектировано и изготовлено индивидуальное высокотехнологичное оборудование. Конечно, цена на него может быть достаточно высокой. Высокое качество восстанавливаемых деталей позволит окупить капиталовложения.
Видео: восстановление коленвала.
https://youtube.com/watch?v=zF_K-qRlLJk
Устройство коленчатого вала
Коленвал имеет довольно-таки простое устройство: он состоит из колен, содержащих коренные и шатунные шейки, разделенные щеками. Коренные шейки — это ось коленвала, поэтому они проходят точно по его центру. Шатунные шейки, как понятно из названия, служат для крепления и приема усилий от шатунов. Так как коленчатый вал — это кривошип, то шатунные шейки смещены относительно оси вала и удерживаются с помощью щек.
Количество шатунных шеек равно количеству цилиндров, однако в большинстве V-образных двигателей на одну шейку опираются сразу два цилиндра. С другой стороны, на современных V-образных двигателях можно встретить коленвалы, в которых на каждый шатун приходится одна шейка, но спаренные шейки при этом сдвинуты относительно друг друга на 18 градусов. Коренные шейки имеют больший диаметр, чем шатунные.
Щеки выполняют несколько функций. Они не только соединяют шейки в единую конструкцию, но также играют роль противовесов для уравновешивания шатунных шеек и шатунов. Отсутствие противовесов грозит возникновением значительных вибраций, что в высокооборотных двигателях может привести к разрушению двигателя.
Наибольшие нагрузки в коленвале приходятся на места соединения шеек и щек, поэтому для равномерно распределения нагрузок на эти участки они выполняются галтелью, то есть — переход от шейки к щеке выполнен с радиусом закругления.
В целом, положение шеек и щек в коленчатом валу должно обеспечивать наиболее эффективное преобразование возвратно-поступательного движения во вращательное, предотвращать возникновение вибрации и колебаний, уравновешивать двигатель и, наконец, надежно противостоять изгибающим нагрузкам.
С учетом индивидуальных особенностей: как мы ремонтируем коленвал
Коленвал – это сложная деталь, которая включает в себя большое количество рабочих поверхностей изнашивающихся в процессе эксплуатации двигателя, а именно: поверхности шеек, галтелей, резьбовых отверстий, фланцев и пр
Потому, осуществляя ремонт коленчатого вала или другой технологически сложной детали, важно учитывать ее индивидуальные особенности и применять оптимальные методы восстановления рабочих поверхностей
Вот основные особенности, на которые следует обратить внимание, планируя ремонт коленвала в Новосибирске:
- К ремонту изделия всегда нужно подходить комплексно. Для начала коленвал необходимо тщательно отдефектовать — оценить состояние и степень износа рабочих поверхностей, после чего выбрать технологический процесс восстановления детали.
- Подход к ремонту зависит от степени износа детали. К примеру, зачастую вкладыши и шейки коленвала истираются настолько, что для их последующего восстановления требуется наплавка или напыление коленвала с последующей шлифовкой.Но напыление шеек коленвала процедура довольно дорогая и не везде её могут сделать правильно,проблема в пористой структуре напыляемого материала,и не правильно напылённая шейка будет очень быстро изнашивать вкладыш, но этому есть альтернатива,шлифовка под ближайший возможный размер с последующим изготовлением нового вкладыша. Если же имели место механические нагрузки и вал имеет прогиб, то перед шлифовкой требуется рихтовка коленвала.
- Так-же часто обращаются с просьбой востановить шпоночную канавку.
- Так как поверхность должна быть идеально гладкой, требуется применение высокоточного шлифовального оборудования. У нас есть необходимые станки и опытные мастера, чтобы обеспечить эффективное решение данной задачи. В частности, у нас выполняется ремонт шеек коленчатого вала методом шлифовки, если степень их износа позволяет провести шлифовку в ремонтный размер без необходимости восстановления диаметра.
- Полное исключение подтеканий, идеальная герметичность, а значит – улучшенная устойчивость к износу.
- Повышение устойчивости работы двигателя, в том числе на холостом ходу. Именно разбалансированный коленвал часто становится, среди прочего, причиной вибраций на различных режимах работы двигателя.
Комментарии
Процесс обслуживания
Как и любая деталь, коленчатый вал нуждается в специальном уходе. Для осмотра и ремонта, необходимо его снять. Обычно это требуется во время капитального ремонта, к примеру, после гидроудара, во время которого, коленвал может повести.
Чтобы снять коленвал, необходимо демонтировать двигатель и его элементы. Перевернув ДВС, отмечают расположение крышек коренных подшипников, затем их снимают, приподнимают коленвал и отсоединяют заднее уплотнительное кольцо. После этого снимают вкладыши с блоков цилиндров и крышек. Таким образом, мы имеем отсоединенный коленчатый вал.
Для его проверки необходимо промыть бензином и просушить деталь. Производится осмотр на предмет трещин, сколов, вмятин. Если таковые обнаружены — деталь подлежит замене.
Открутив пробки, можно прочистить все масляные каналы. Шатунные шлейки шлифуются и полируются, снова прочищаются каналы для масла. Вкладыши подшипников, подшипник носовой части, маховик, сальник и резиновые уплотнители при обнаружении дефектов также необходимо заменить.
После этого производится сборка двигателя в порядке, обратном разбору, предварительно смазав все детали. Также необходимо убедиться в плавности скольжения и вращения детали.
![]()
Неисправности коленчатых валов
Рассмотрим типичные неисправности коленчатых валов:
- течи сальников коленчатого вала;
- «масляное голодание» рабочих поверхностей;
- механические повреждения коленчатых валов;
- естественный физический износ;
- ненормальный повышенный физический износ.
![]()
Сальник коленвала требующий замены
Это интересно: Технические характеристики 4B11 2,0 л/165 л. с.
Для коленчатых валов, как и для других деталей двигателя, наиболее опасно «масляное голодание». Причиной может быть поломка маслонасоса, забитый канал подачи масла, низкий уровень масла в двигателе. Это приводит к повышенному трению подшипников, нагреванию элементов. Дальнейшая эксплуатация двигателя в таком режиме приведет к его перегреву, полному заклиниванию и к капитальному ремонту. «Клин» на ходу может привести к критическим повреждениям вала или других узлов двигателя.
Вода и топливо попадая в масло меняют его хим. состав и степень вязкости. Причиной может быть значительный износ цилиндропоршневой группы, нарушенная структура прокладок, микротрещины в блоке двигателя или ГБЦ.
![]()
![]()
Повреждения шейки шатуна по причине отсутствия смазки
Со временем шейки и подшипники подвергаются износу, увеличивается допустимый зазор, появляется люфт коленвала, это приводит к возрастанию вибраций, двигатель начинает «стучать». Характерный стук двигателя — критичный сигнал. При его появлении необходимо прекратить движение и срочно обратиться в автосервис. Если коленчатый вал разбалансирован или смонтирован неправильно, может возникнуть повышенный ненормальный износ контактных поверхностей.
Функции и принцип работы коленвала
Коленчатый вал (коленвал) – одна из главных деталей практически всех двигателей внутреннего сгорания. Поршни, которые перемещаются в цилиндрах двигателя, совершают лишь поступательные движения «вперед/назад». Чтобы преобразовать возвратно-поступательное движение поршней во вращательное (кручение колес), используется деталь сложной формы с несколькими изгибами (коленами) – коленчатый вал, к которому крепятся шатуны поршней.
Автомобильные двигатели – четырехтактные. Соответственно, каждый из поршней, и каждая из связанных с ними шеек коленвала в определенный момент времени находится в одном из 4 положений: впрыск топлива, сжатие топливо-воздушной смеси, рабочий ход поршня, выпуск отработанных газов. Поршни через шатуны толкают шейки коленвала и проворачивают его, а их последовательная работа обеспечивает плавность вращения.
По сути дела, коленчатый вал полностью принимает на себя кинетическую энергию двигателя, преобразует ее во вращение и передает энергию дальше коробке передач, карданному валу, генератору, помпе и прочим основным и вспомогательным механизмам и узлам автомобильного двигателя. Будучи столь энерго-нагруженной деталью двигателя, коленчатый вал испытывает во время работы огромные перегрузки. Соответственно для его изготовления используются лишь особо прочные сплавы стали и чугуна с добавлением хрома и молибдена.
Большое значение имеет и технология изготовления коленчатого вала. Для обычных массовых автомобилей коленвалы обычно изготавливаются дешевым методом чугунного литья. Двигатели спортивных автомобилей могут оснащаться коваными коленвалами из стальных сплавов – они легче и делают двигатели более динамичными. Коленвалы для двигателей супер-каров вытачиваются из цельной стальной заготовки – это наиболее дорогой и трудоемкий способ.
Как отремонтировать коленчатый вал двигателя?
Коленчатый вал устанавливается на станок. С помощью индикаторных головок выполняют диагностику. Проводят анализ биения поверхностей и величину износа:
![]()
Большинство производителей предусматривает возможность шлифовки шеек вала на ремонтные размеры. Обычно они отличаются от номинального значения по 0,25…0,50 мм. После переточки под новое значение устанавливают новые вкладыши. Именно они компенсируют изменение параметра на новое. Для шлифовки используют комбинации станков: токарный и центрово-шлифовальный.
На поверхности видны следы износа:
![]()
- На токарный станок в центрах устанавливают коленчатый вал. Возможны две установки: в главном центре вала или центрование по шатунам.
- Потом производится проверка биения. Здесь используют индикаторные головки.
- После уточнения реальных размеров производится уточнение возможных размеров после шлифования.
- Включается станок, подается смазывающая охлаждающая жидкость (СОЖ). Выполняется процесс. Все однотипные шейки шлифуют на свой размер.
- После выполнения работы проверяют значения. Если получен ожидаемый результат, заказ отдается заказчику.
Коленчатый вал после проведения шлифовки поверхностей:
![]()
Поверхность отполирована:
![]()
Возможный вариант полировки поверхностей шеек коленвала:
![]()

